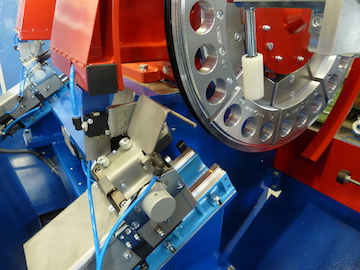
Drehmaschine für Fahrradfelgen
Einsatzgebiet: Fahrradindustrie
Aufgabenstellung:
Aluminium-Fahrradfelgen müssen an den Bremsflanken plangedreht werden. Die Maschine muss automatisch bestückt und nach der Bearbeitung automatisch entnommen werden. Die Drehmaschine muss durch einfaches Umrüsten 24“, 26“ und 28“ Felgen verarbeiten. Durch ein integriertes Messsytem müssen folgende Werte ermittelt werden:
- Anzahl der in der vorhergehenden Maschine erstellten Speichenlöcher
- Istmaß der abgedrehten Felge
- Erkennung ob die gesamte Bremsflanke überdreht wurde
Die Drehmaschine muss in einer 8-Stunden Schicht 2.000 Felgen bearbeiten
Arbeitsweise:
- Eine Felge wird in horizontaler Lage von der vorgelagerten Maschine auf die Kippeinrichtung geschoben. Ein Sensor erfasst die Felge. Die Kippvorrichtung stellt die Felge nach rechts in eine vertikale Position.
- Ein Greif- und Spannsystem übernimmt die Felge
- Die nächste Felge läuft auf die Kippeinrichtung und wird von dem Sensor erkannt. Der zweite Arm der Kippeinrichtung stellt die Felge nach links in die vertikale Position.
- Ein Greif- und Spannsystem übernimmt die 2. Felge
- Der erste Arm der Kippeinrichtung fährt in die horizontale Position zurück und erwartet die nächste Felge.
- Das Greif- und Spannsystem fährt zu dem Spannfutter und übergibt die Felgen an das Spannfutter
- Die Spannbacken spannen die Felge.
- Der Portalwagen fährt in seine Ausgangsposition. Der Drehvorgang wird gestartet.
- Während des Drehvorganges wiederholen sich die Punkte 1 bis 5.
- Nach erfolgtem Drehvorgang wird das Istmaß der Felgenbreite gemessen und der Oberflächenzustand der überdrehten Fläche wird ausgewertet.
- Beide Felgen werden von dem Greif- und Spannsystem von dem Spannfutter genommen
- Der Portalwagen fährt in Endlage. Die fertigen Felgen werden über ein Schienen- Führungssytem aus der Maschine gebracht.
- Sofern bei dem Messvorgang ein Ausschussteil festgestellt wurde, so wird dies auf eine speziellen Ablage zwischengelagert.
- Bei 3 Stück Ausschussteilen in Folge ertönt ein Alarm und die Maschine bleibt stehen.
Der Drehvorgang:
Die Spanndorne werden in Drehbewegung versetzt (ca. 700 min-1. Der Vorschubschlitten auf dem sich 4 Stück Support mit Drehmeißelaufnahme mit einzeln einstellbarem Drehmeißel befinden wird über einen hydropneumatischen Zylinder ausgefahren. Somit werden beide Felgen beidseitig plangedreht. Nach dem Drehvorgang werden alle 4 Stück Drehmeißel über je 1 Stück Pneumatikzylinder um ca. 2mm von der Felge abgehoben und der Vorschubschlitten fährt im Eilgang zurück. Die Drehmeißel werden über die Pneumatikzylinder wieder in Arbeitsstellung gefahren. Während der Auslaufphase der Spanndorne werden die Messungen bezüglich Felgebreite, die Abfrage der Oberflächenbeschaffenheit sowie das Zählen der Bohrungen durchgeführt.
Umrüsten der Anlage auf anderen Felgentypen bzw. Felgengrößen:
- Die auf der Kippeinrichtung befindlichen Zentrierdorne müssen auf den jeweiligen Felgendurchmesser eingestellt werden.
- Die Parallelgreifer auf den Greiferleisten Y1, Y2, Y3 und Y4 auf den entsprechenden Felgendurchmesser einstellen.
- Spannbacken entsprechend dem Felgendurchmesser bzw. Felgentyp einbauen
- Die Drehmeißel auf die gewünschte Felgenbreite einstellen.
- Die Messsensoren auf entsprechenden Felgendurchmesser einstellen.
- Abrollbahn für „Gut-Teile“ auf entsprechende Höhe justieren.
Maschinendaten:
Steuerung: frei programmierbare Steuerung (SPS)
Taktzeit: 50 Sekunden je Felge
Länge: 1000 mm
Breite: 900 mm
Höhe: 1800 mm